



AK164 Torno CNC de 4 eixes tipo suízo
Característica de AK164
1. Alta velocidade, alta precisión e alta eficiencia: a disposición da ferramenta é óptima e o sistema de control adopta un procesamento de cálculo de alta velocidade para minimizar o tempo de cambio de ferramenta, obter o mellor posicionamento e minimizar o tempo auxiliar.
2. Alta estabilidade: o carril de guía e a estrutura do tramo ensánsanse e o dispositivo de bloqueo do freo despois da indexación do eixe principal/secundario mellora a estabilidade cando se procesa a peza.
3. Alta configuración: a configuración de ferramentas de varios eixes é rica e a ferramenta eléctrica é estándar, o que amplía moito o rango de procesamento e satisface o procesamento complexo de pezas complexas.
4. Alta rixidez: o grosor da parede da fundición da cama, a ampla extensión do carril de guía, a rixidez e expansibilidade da máquina-ferramenta.O corte pesado é superior a outras máquinas-ferramenta e ten vantaxes obvias no procesado de aceiro, aceiro de aliaxe, aceiro inoxidable, etc.
Especificación
| Describe | Unidade | AK164 | |||
| Mecánico | Sistema controlador |
| Fanuc 0i | Syntec | |
| Diámetro máximo de mecanizado | mm | ¢16 | |||
| Ictus | mm | 150 | |||
| RPM do fuso principal/subfuso | rpm | 10000/8000 | 6000/6000 | ||
| Velocidade de avance rápido | m/min | 24 | |||
| Ferramentas | Ferramentas OD | ea | 6×[□12×12] | ||
| Ferramentas de traballo frontal | ea | 3×[Ø25-ER16] | |||
| Ferramentas cruzadas | ea | 3[ER16] | |||
| Ferramentas posteriores (fixas) | ea | / | / | ||
| Motores | Motor de eixo | kw | 3.7/5.5 | 3.7 | |
| Motor de eixo secundario | kw | 0,55/1,1 | 0,4 | ||
| Impulsado | kw | 0,75 | |||
| Cruz | kw | 0,5 | |||
| Motor de refrigerante | kw | 0,25 | |||
| Outros | Capacidade do tanque de refrixerante | L | 180 | ||
| Capacidade do tanque de lubricación | L | 1.8 | |||
| Altura dende o chan ata o centro do fuso | mm | 1050 | |||
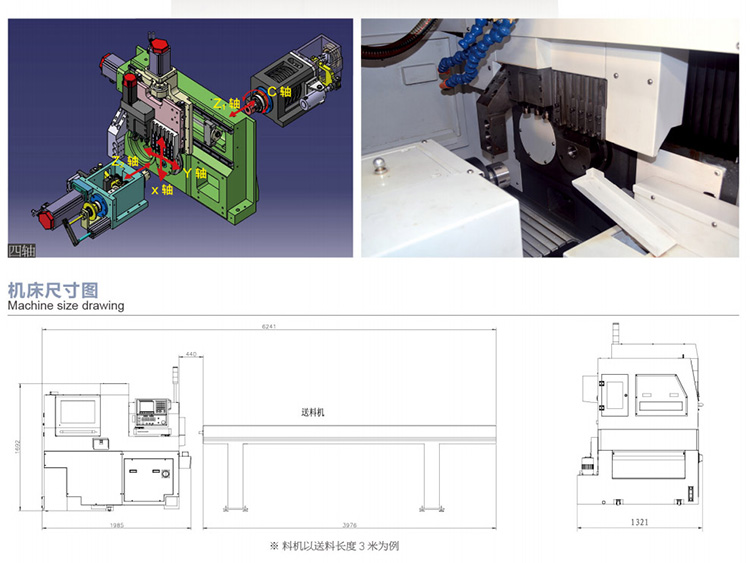
| Dimensión | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Peso | kg | 3000 | |||
| Control NC | Eixos controlables | 5/4 eixes | |||
| LCD | LCD 8.4" | ||||
| Parámetros estándar do sistema | Estándar | ||||
| Golpe ríxido | Estándar | ||||
| Volante de man | Estándar | ||||
| Control síncrono/híbrido | Estándar | ||||
| Interpolación helicoidal | Estándar | ||||
Aplicación da máquina de torno cnc tipo suízo AK164
É axeitado para industrias como automóbiles, electrónica, comunicacións, informática, médicos, militares, aviación, hardware, maquinaria e accesorios hidráulicos.Caracterízase pola capacidade de producir grandes cantidades, alta precisión e pezas pequenas e medianas complexas.


Vantaxes técnicas
1) A tendencia de adoptar un fuso eléctrico incorporado de alta velocidade é cada vez máis evidente e a velocidade máxima do fuso alcanzou 12500 rpm/min.
2) A retroalimentación do bucle de velocidade/posición adopta novos compoñentes, como a reixa de alta resolución incorporada ou o magnético, que ten unha maior precisión de control de rotación e retroalimentación.
3) A estrutura de tea de dobre fuso oposta pode completar o mecanizado de secuencia completa nunha soa suxeición, reducindo os problemas de eficiencia e precisión de mecanizado causados pola suxeición secundaria da peza e mellorando a eficiencia de procesamento.
4) O control de ferramentas múltiples multieixes e a tecnoloxía de conexión multieixes melloran a capacidade das máquinas-ferramentas para procesar pezas complexas e a eficiencia do procesamento.O número de eixes de control da máquina-ferramenta é de sete, e o número de ferramentas sen motor e ferramentas motorizadas é superior a 20.
5) Abundante configuración automática para acadar o obxectivo de operación e xestión de varias máquinas por un só home, ademais dos transportadores de barras tradicionais, transportadores de chips, etc., como o receptor de pezas longas/curtas, o instrumento de configuración automática de ferramentas, a identificación intelixente da peza de traballo. , peza de traballo A detección automática de ventás emerxentes, a detección de roturas de ferramentas, etc. implantáronse con éxito nos produtos para mellorar o nivel de automatización e seguimento das máquinas-ferramenta.
Inspección de Calidade
A empresa formula e aplica estritos estándares de control interno para a xestión da calidade para lograr un estrito seguimento de todo o proceso de deseño e fabricación da máquina-ferramenta.
45 elementos de inspección e proba, 632 puntos de control de calidade, 48 horas para axustar a proba de procesamento de carga de carreira completa, utilizando tres coordenadas.
Garantía de instrumentos de medición, interferómetro láser F británico ERNISHAW, instrumento de equilibrio dinámico xaponés SIGMA e outros equipos de proba de alta precisión do mundo.
Control preciso de todos os detalles da máquina ferramenta.

Categorías de produtos
-

Reparación de llantas de aleación de corte de diamante Awr22...
-

Equipo de pulido de rodas de corte de diamante AWR32 China ...
-

Máquina de serra de cinta cnc GB4250 China CE para metal...
-

Centro de mecanizado vertical cnc de metal de 3 eixes VMC550...
-

VMC850 chinés de 3 eixes cnc vertical cnc vertical...
-

ck6150 máquina CNC eléctrica de 4 estaciones de alta precisión...





